【盛世东和】【角钢】 不锈钢带专注质量-新企推
更新时间:2025-06-19 03:00:42
Tags: 角钢

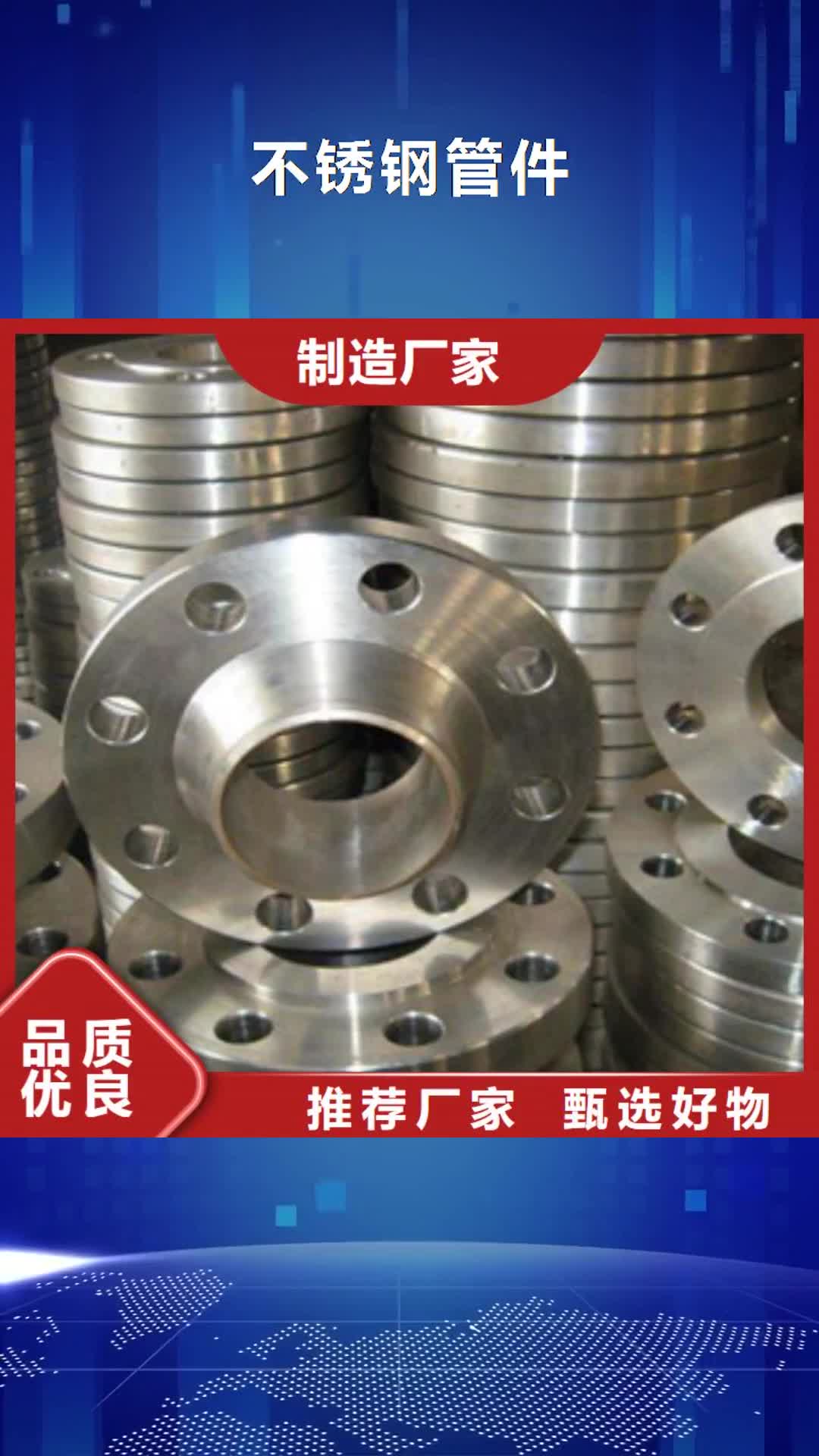

不要满足于简单的文字描述,点击我们的角钢产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 总部设立于【天津],服务网络覆盖河北省 唐山市 石家庄市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 路南区、路北区、古冶区、丰南区、丰润区、曹妃甸区、滦县、滦南县、乐亭县、迁西县、玉田县、遵化市、迁安市等区域。 |

选,就到盛世东和金属材料销售(唐山市分公司)hejg926,7年生产经验,案例遍及全国100多个城市,客户满意度高,期待与您的合作,联系人:桑经理,地址:[西青区芥园道不锈钢市场]。

镀锌扁钢,是指宽12-300mm、厚4-60mm、截面为长方形并稍带纯边的镀锌钢材。镀锌扁钢可以是成品钢材,也可以做镀锌管的坯料和镀锌带。 主要用途 镀锌扁钢作为成材可用于制箍铁、工具及机械零件,建筑上用作房架结构件、扶梯。 镀锌工艺 热镀锌也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。 热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工 热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。 镀锌扁钢优点 1.产品规格特殊。厚度在8~50mm,宽度150-625mm,长度5-15m,且产品规格档距较密,可以满足用户的需求,代替中板使用、不用切割,就可直接进行焊接。 2.产品表面光洁。工艺中二次采用高压水除鳞工序,确保钢材表面光洁。 3.两侧边垂直,菱角清楚。精轧中的二道立轧,保证了两侧边垂直度好,角清,边部表面质量好。 4.产品的尺度,三点差,同级差优于钢板标准;产品平直、板型好。精轧采用连轧工艺,自动活套自动控制,确保不堆钢不拉钢,产品尺寸精度高,公差范围、三点差、同条差、镰刀弯等参数都优于中板,并且板型直度好。冷剪剪切,长度定尺精度高。

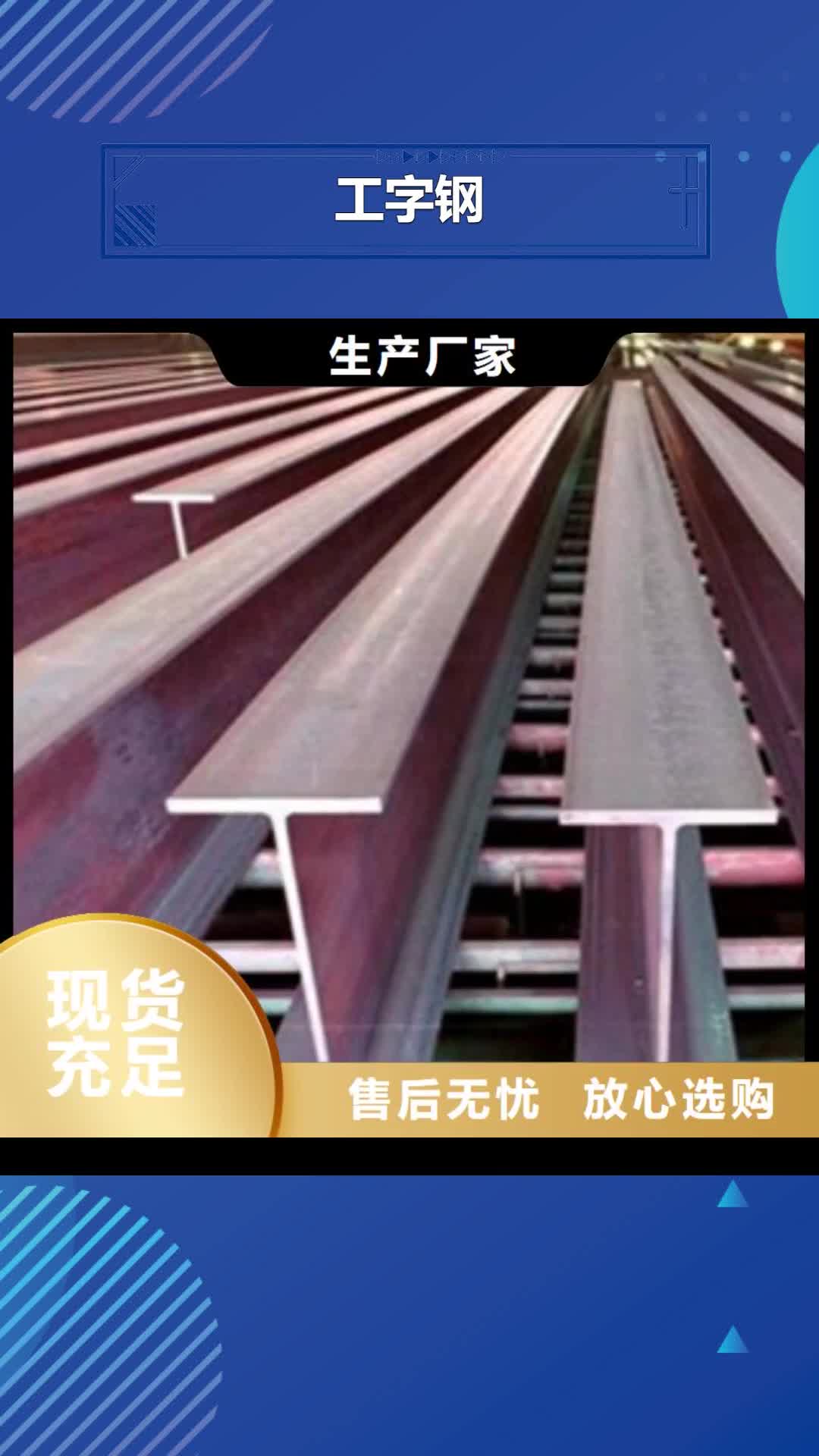
我公司主要经营全国主要钢厂生产的无缝钢管、螺旋管、角钢、不锈钢角钢、镀锌角钢、槽钢、工字钢,螺旋管,开平板,花纹板,合金H型钢、螺纹钢、抗震螺纹钢。高压合金钢管、石油套管、大口径高压合金无缝钢管、大口径无缝钢管、大口径焊接钢管、大口径合金焊接钢管、地质钻探用无缝钢管、船舶用管、低中压锅炉用管、机械加工用管、军工企业用管、输送流体用无缝钢管、液压支柱用无缝钢管、石油裂化用无缝钢管、高压化肥用无缝钢管、高温作业用碳钢无缝钢管、冷拔或冷轧精密无缝钢管、气瓶用无缝钢管、电厂用合金钢管、超临界用合金钢管、电厂用合金钢板、超临界用合金钢板、超超临界用合金钢板、电厂用角钢、不锈钢角钢、镀锌角钢、槽钢、工字钢,螺旋管,开平板,花纹板,合金H型钢、螺纹钢、抗震螺纹钢。现已与宝钢集团烟台鲁宝钢管有限责任公司,宝钢集团烟台宝钢钢管有限公司签订河北地区高压合金钢管产品的代理销售及售后服务。与宝钢集团上海梅山钢铁有限公司签订了热轧合金钢板的销售协议。与天津钢管集团、包头钢铁集团无缝钢管厂、湖北新冶钢有限公司、无锡振达钢管集团、江阴长江钢管集团、山西德汇钢管有限公司、黑龙江建龙钢管有限公司、浙江格洛斯钢管有限公司、江苏常宝钢管有限公司、山东聊城中钢联金属有限公司、山东汇通钢管制造有限公司等十余家钢厂形成了长期稳定的战略合作伙伴关系。

某钢厂中400mm机组是以生产中号角钢和槽钢为主的型材机组,年产量65万吨,其中槽钢产品规格为638~1208,产量约占总产量的25%。成品槽钢的分段作业采用1台400t冷剪机进行。槽钢剪切质量对后续工艺,特别是焊接质量影响较大,若剪切断口处存在塌肩、毛刺、撕裂、切斜等缺陷,则会使槽钢对接时存在较大缝隙,影响焊接质量,特别是强度指标,从而造成较大的隐患。 安钢垂400mm机组随生产节奏和产量的提高,上述剪切缺陷越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。 1、工艺原因 该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。 2、剪刃设计原因 槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。




大家都爱看